Welcome to Taxo Tape
Why Thermal Paste Fails in Industrial Applications — And How to Prevent It
The Hidden Cost of Thermal Interface Failure
Industrial electronics don't fail the way consumer devices do. There's rarely a single dramatic moment — no smoke, no sudden shutdown. Instead, performance erodes quietly over months or years: a power module running a few degrees hotter than it should, a thermal shutdown that trips just often enough to be annoying but not often enough to trigger an investigation, a field return with no obvious root cause.
Thermal interface materials sit at the center of many of these slow failures. In a well-designed system, the thermal paste between a power device and its heatsink is expected to perform for the life of the equipment — 10, 15, sometimes 20 years in industrial service. That's a demanding ask for any material, let alone one that's essentially a filled grease pressed between two metal surfaces under mechanical load.
The irony is that thermal paste is rarely treated as a critical component. It's specified late in the design process, often selected on price, and almost never tested for long-term reliability in the actual operating environment. When something eventually goes wrong, the paste is the last thing engineers look at.
Understanding why thermal paste degrades — and under what conditions it degrades faster — is the starting point for building systems that actually last.

How Thermal Paste Works (and Where It Starts to Fail)
At its core, thermal paste does one thing: it displaces air from the microscopic gaps between two mating surfaces. Even surfaces that appear flat and smooth under the eye have peaks and valleys at the microscale. When a power device is mounted to a heatsink without any interface material, those air pockets act as insulators — air conducts heat at roughly 0.026 W/m·K, compared to 3–12 W/m·K for a typical thermal paste. That gap, small as it is, can add meaningful thermal resistance to the interface.
Thermal paste fills those voids. Under clamping pressure, it conforms to surface irregularities and creates a continuous conductive path. It's not a sophisticated mechanism — but it depends entirely on the paste staying where it was applied, maintaining contact with both surfaces, and retaining its conductivity over time.
Three physical processes work against that over time:
Pump-out is the most commonly cited failure mode. Every thermal cycle — power on, heat up, power off, cool down — causes the component and heatsink to expand and contract at slightly different rates. That differential movement, repeated thousands of times over years of operation, gradually pushes paste outward from the center of the interface toward the edges. What starts as a uniform bond line develops voids at the center, exactly where heat flux is highest.
Oil bleed and dry-out occur when the carrier fluid — typically silicone oil in standard formulations — migrates away from the thermally conductive filler particles. This can happen through evaporation at sustained high temperatures, or through wicking into adjacent porous materials. What remains is a drier, less compliant paste with higher thermal resistance and a tendency to crack under mechanical stress.
Filler settling and phase separation is more of an issue in low-viscosity formulations or materials that experience long storage before use. The conductive filler particles — typically aluminum oxide, zinc oxide, or boron nitride — can settle out of suspension, leaving an uneven distribution of conductivity across the interface.
None of these are manufacturing defects. They're the predictable result of physics acting on the material over time. The relevant question isn't whether they'll happen, but how quickly — and that depends almost entirely on the application environment.
The Variables That Accelerate Degradation
Two systems using the same thermal paste can see dramatically different service lives depending on how they're designed, assembled, and operated. These are the factors that matter most in industrial applications.
Thermal cycling magnitude. The stress that drives pump-out scales with the temperature swing at the interface, not just the peak temperature. A system that cycles between 25°C and 65°C is asking something very different of its interface material than one that cycles between 25°C and 105°C — even if the second system spends most of its time at moderate temperatures. In motor drives, UPS systems, and EV charging infrastructure, wide ΔT cycles are the norm, not the exception.
Sustained operating temperature. Oil bleed accelerates significantly at continuous operating temperatures above 80–100°C. Standard silicone-based pastes are typically rated to 150°C or higher for peak temperature, but continuous exposure at the upper end of that range shortens service life considerably. Low-volatility formulations exist specifically for these environments, but they need to be specified deliberately — they're not the default.
Bond line thickness (BLT). More paste isn't better. A thicker bond line means more material available to migrate under pump-out stress, higher thermal resistance, and greater risk of uneven distribution. In practice, an optimal BLT for most power electronics interfaces falls in the range of 50–200 µm — but achieving that consistently requires attention to surface flatness, clamping pressure, and application method, all of which are often left to chance in production.
Surface condition. Thermal paste performs best on surfaces with a controlled finish. Very rough surfaces — Ra values above 3–4 µm — trap paste in deep valleys and can prevent full wetting. But highly polished surfaces can also be problematic for certain formulations. Most manufacturers recommend a surface roughness in the Ra 0.4–1.6 µm range for paste applications. Flatness matters too: a warped baseplate or heatsink surface creates uneven clamping, uneven BLT, and accelerated pump-out in the high-pressure zones.
Vibration. This factor is underestimated in industrial environments. Motor drives, inverters, and equipment mounted on machinery are exposed to continuous mechanical vibration that creates shear stress at the interface. Over time, vibration contributes to paste migration and can accelerate cracking in materials that have already begun to dry out. If your application involves significant vibration, this should influence not just material selection but also the mechanical design of the thermal interface.
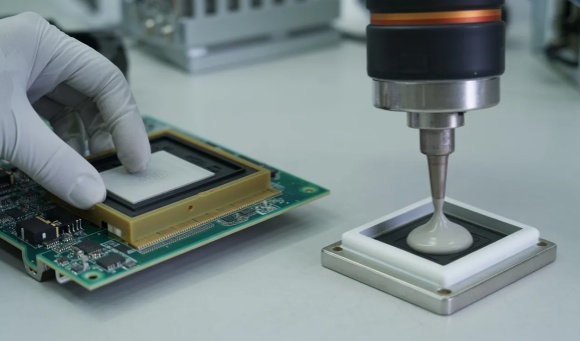
Assembly process consistency. The way paste is applied matters as much as the material itself. Manual application introduces variability — too much paste, uneven spread, air entrapment — that automated dispensing can largely eliminate. For high-volume production, a documented application process with defined quantities and coverage patterns is worth the effort. Inconsistent application doesn't just affect initial performance; it creates variation in how quickly different units degrade in the field.
How to Evaluate Whether Your Current Paste Is the Right Choice
Selecting a thermal paste isn't complicated, but it does require matching the material's actual performance envelope to the demands of the application — not just checking that the conductivity number looks reasonable.
Thermal conductivity is the spec most engineers look at first, and it matters, but it's frequently misread. A paste rated at 8 W/m·K doesn't deliver 8 W/m·K at your interface — that's a bulk material property measured under controlled lab conditions. Real-world interface thermal resistance depends on bond line thickness, surface condition, clamping pressure, and how uniformly the paste is applied. When comparing materials, thermal resistance (expressed in °C·cm²/W or K·in²/W) measured at a defined pressure is a more useful number than conductivity alone. Typical values for well-applied pastes range from 0.05 to 0.20 °C·cm²/W; higher-performance formulations can fall below 0.05 °C·cm²/W under adequate clamping.
Operating temperature range should be evaluated as a range, not just a peak. A paste rated to 200°C peak is not necessarily suitable for continuous operation at 120°C if its oil bleed characteristics aren't specified at that temperature. Look for datasheets that include aging test data — thermal resistance after 500 or 1000 hours at elevated temperature is far more informative than a single-point conductivity measurement.
Viscosity and thixotropy affect pump-out resistance more than most engineers realize. A paste with higher viscosity and good thixotropic behavior — meaning it flows under shear stress during application but resists flow under static load — will hold its position better through thermal cycles. Low-viscosity pastes spread easily and look attractive in assembly, but they're more prone to migration in high-cycle environments.
Volatile content is a specification that often goes unread until it causes a problem. In enclosed systems, optical assemblies, or applications near connectors and sensors, outgassing from silicone-based pastes can contaminate surfaces and degrade performance elsewhere in the system. Low-volatility grades are specifically formulated to minimize this, and for EV charging infrastructure or industrial control enclosures, specifying them upfront is cheaper than a field problem later.
When reviewing a datasheet, treat missing data as a red flag rather than an oversight. If there's no pump-out test result, no long-term aging data, and no specification of test conditions for the conductivity number, you don't actually know how the material will perform in service — regardless of what the headline spec says.
There are also cases where thermal paste isn't the right answer at all. If the interface requires a defined, repeatable bond line thickness, if the assembly process can't reliably control application volume, or if the system will see continuous high-amplitude thermal cycling for more than a decade, it's worth evaluating alternative material forms before committing to paste.
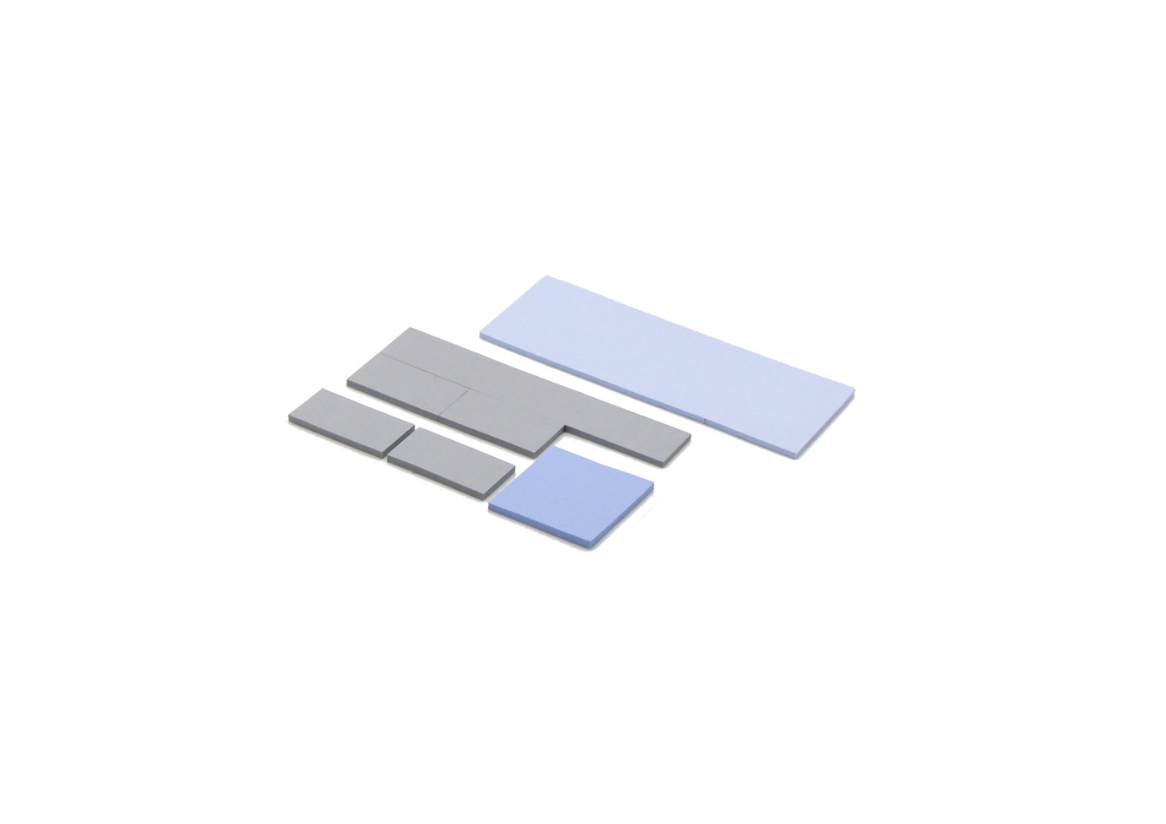
Material Alternatives Worth Considering for Long-Life Designs
Thermal paste earns its place in many applications, but it's one point on a broader material spectrum. For long-life industrial designs, two alternatives are worth understanding in some depth.
Phase change materials (PCM) behave like solids at room temperature and transition to a flowable state at their phase change temperature — typically in the 50–60°C range for common industrial-grade formulations. That transition is the key advantage: as the device heats up during operation, the PCM re-flows and conforms to the interface, self-healing any gaps that develop from thermal cycling or minor surface irregularities. Unlike paste, it doesn't pump out progressively — each thermal cycle partially resets the material's distribution. Thermal conductivity for PCM typically falls in the 3–7 W/m·K range, somewhat lower than high-performance pastes, but the long-term stability advantage often outweighs the conductivity difference in applications with high cycle counts.
Thermal gap pads eliminate migration entirely. They're a solid form factor — cut to size, placed between surfaces, and compressed under clamping load. There's no application process to control and no material to migrate. The trade-off is contact resistance: gap pads generally require consistent mechanical pressure (typically in the 10–50 psi range depending on formulation) to achieve their rated thermal performance. In applications where clamping pressure is well-defined and maintained, they perform reliably for the life of the assembly. In applications where the mechanical design doesn't guarantee consistent pressure — or where surfaces are irregular — contact resistance can be higher than expected.
The choice between these material forms isn't purely technical. Assembly process, serviceability requirements, production volume, and cost all factor in. A system that needs to be field-serviced every few years may be better served by a paste or PCM that can be cleaned and reapplied, while a sealed assembly designed for 15-year maintenance-free operation might justify the higher unit cost of a well-specified gap pad.
| Thermal Paste | Phase Change Material | Thermal Gap Pad | |
|---|---|---|---|
| Typical conductivity | 3–12 W/m·K | 3–7 W/m·K | 3–15 W/m·K |
| Pump-out risk | High | Low | None |
| Assembly consistency | Variable | Moderate | High |
| Serviceability | Easy | Easy | Moderate |
| Best fit | Prototypes, moderate cycles | High-cycle, long-life | Sealed assemblies |
Best Practices for Extending Interface Life — Regardless of Material
Material selection gets most of the attention, but application engineering determines whether a good material actually performs as specified. These practices apply broadly, regardless of which interface material you choose.
Define bond line thickness in the design stage. BLT shouldn't be an outcome of however much paste the assembler happened to apply — it should be a controlled parameter with a target value and acceptable tolerance. This means specifying surface flatness requirements for both the component and heatsink, defining the application volume or coverage pattern, and verifying BLT during process validation. For high-volume production, this is worth putting into a work instruction, not leaving to assembler judgment.
Set surface finish requirements explicitly. Supplier drawings and procurement specs should call out Ra values for mating surfaces, not just dimensional tolerances. An Ra of 0.8–1.6 µm is a reasonable starting point for most paste and PCM applications. If you're purchasing heatsinks from multiple suppliers and not specifying surface finish, you're introducing a source of variability that won't show up until something fails in the field.
Validate with thermal resistance measurement, not just temperature. An IR camera or thermocouple reading tells you the surface temperature of a component, but it doesn't tell you whether the interface is performing as intended. Measuring interface thermal resistance — before and after thermal aging or cycling — gives you actual data on material performance over time. Even a simplified in-circuit measurement is more informative than a spot temperature check.
Account for vibration in the mechanical design. In high-vibration environments, the interface material alone can't compensate for an inadequate mechanical design. Positive retention — through screws, clips, or spring-loaded contact mechanisms — prevents the relative motion between surfaces that drives shear-induced paste migration. If your current design relies only on the adhesion of the interface material to maintain contact, that's a reliability risk worth addressing in the mechanical stack.
Establish inspection intervals based on thermal cycle count, not calendar time. A piece of equipment that runs 24 hours a day in a temperature-controlled environment accumulates thermal cycles at a very different rate than one used intermittently in a harsh outdoor installation. Service intervals based on operating hours and estimated cycle count are more meaningful than fixed annual schedules, particularly for applications where interface re-application is feasible.
Matching Material to Mission
Thermal paste hasn't been replaced by newer materials, and it won't be any time soon. In the right application — controlled surfaces, moderate thermal cycling, a process that delivers consistent BLT — it remains cost-effective and entirely adequate. The failures that show up in the field are rarely the result of poor material quality. They're usually the result of a specification-to-application mismatch: a material chosen for its headline conductivity number and applied in an environment it wasn't designed to handle.
The engineers who get this right tend to treat the thermal interface as a system — one that includes the surface condition of mating components, the mechanical design, the assembly process, and the operating profile — rather than a consumable to be sourced at the lowest available price. That shift in perspective, more than any specific material choice, is what separates thermal designs that hold up over a decade of service from ones that generate field returns in year three.
If you're in the process of specifying interface materials for a new design, or reviewing an existing design that's showing early signs of thermal degradation, the starting point is a clear picture of your actual operating conditions: temperature swing, cycle frequency, vibration exposure, surface condition, and serviceability requirements. The right material follows from that profile — not the other way around.