Welcome to Taxo Tape
Thermal Interface Materials for EV Charging Stations: Thermal Management in High-Power Electronics
Introduction: Why Heat Is the Core Challenge in EV Charging Infrastructure
The push toward faster EV charging has fundamentally changed the thermal demands on charging station hardware. A Level 2 AC charger operates at 7–22 kW. A DC fast charger starts at 60 kW and scales beyond 350 kW in high-power corridor installations. That jump in power density doesn't just require bigger components—it requires a complete rethink of how heat is managed inside the enclosure.
At the core of every charging station is a power conversion stack: rectifiers, DC-DC converters, PFC stages, and switching devices that collectively generate significant heat under continuous load. When that heat isn't efficiently transferred away from sensitive components, junction temperatures rise, switching losses increase, and long-term reliability degrades. Industry data consistently shows that thermal stress is one of the primary contributors to early field failure in power electronics—not voltage spikes, not vibration, but heat accumulation over thousands of operating hours.
Thermal interface materials sit at a critical point in this thermal pathway. They are not the most visible part of a charger's design, but they are often the difference between a system that meets its 10-year service life target and one that starts showing failures in year three. This article is written for design engineers and procurement teams evaluating TIM options for EV charging station applications—covering how different material types perform, what specifications actually matter, and where selection errors are most commonly made.

Heat Sources and Thermal Pathways in EV Charging Station Architecture
Understanding where heat originates is the prerequisite for specifying the right interface material.
In a typical DC fast charger, the primary heat-generating components are the switching devices—IGBTs or SiC MOSFETs—inside the AC/DC and DC/DC conversion stages. SiC-based designs are increasingly common in newer platforms because of their higher switching frequency and efficiency at elevated temperatures, but they also operate at higher power densities, which tightens the thermal margin at the device level. Other significant heat sources include the PFC inductors and transformers, DC bus capacitors, and in some designs, the onboard control and communication boards running in the same enclosure.
The fundamental thermal path runs in one direction: heat generated at the semiconductor junction must travel through the device package, across the thermal interface layer, into the heatsink or liquid cold plate, and ultimately to ambient. Each transition in that path introduces thermal resistance. The junction-to-case resistance (R_th j-c) is fixed by the device manufacturer—typically in the range of 0.05–0.3 °C/W for high-power IGBT modules. The case-to-heatsink resistance, however, is directly determined by the TIM selected and how it is applied.
This is where the TIM becomes a leverage point. A gap pad or grease layer that adds even 0.1–0.2 °C/W of unnecessary thermal resistance—multiplied across six to twelve switching devices in a three-phase system—translates into measurably higher operating temperatures across the entire power stage. In a system designed for 100,000+ hours of operation in outdoor or semi-outdoor environments, that margin matters.
Charging stations also face a thermal management challenge that many consumer electronics do not: wide ambient temperature swings. A roadside DC fast charger in northern Europe may experience ambient temperatures from -30°C in winter to +45°C on a summer installation site. The TIM must maintain consistent performance and mechanical integrity across that entire range, through thousands of thermal cycles over its service life.
TIM Types Relevant to EV Charging Station Design
Not all thermal interface materials are interchangeable. Each type has a different performance profile, assembly behavior, and suitability depending on where in the charging station it is applied.
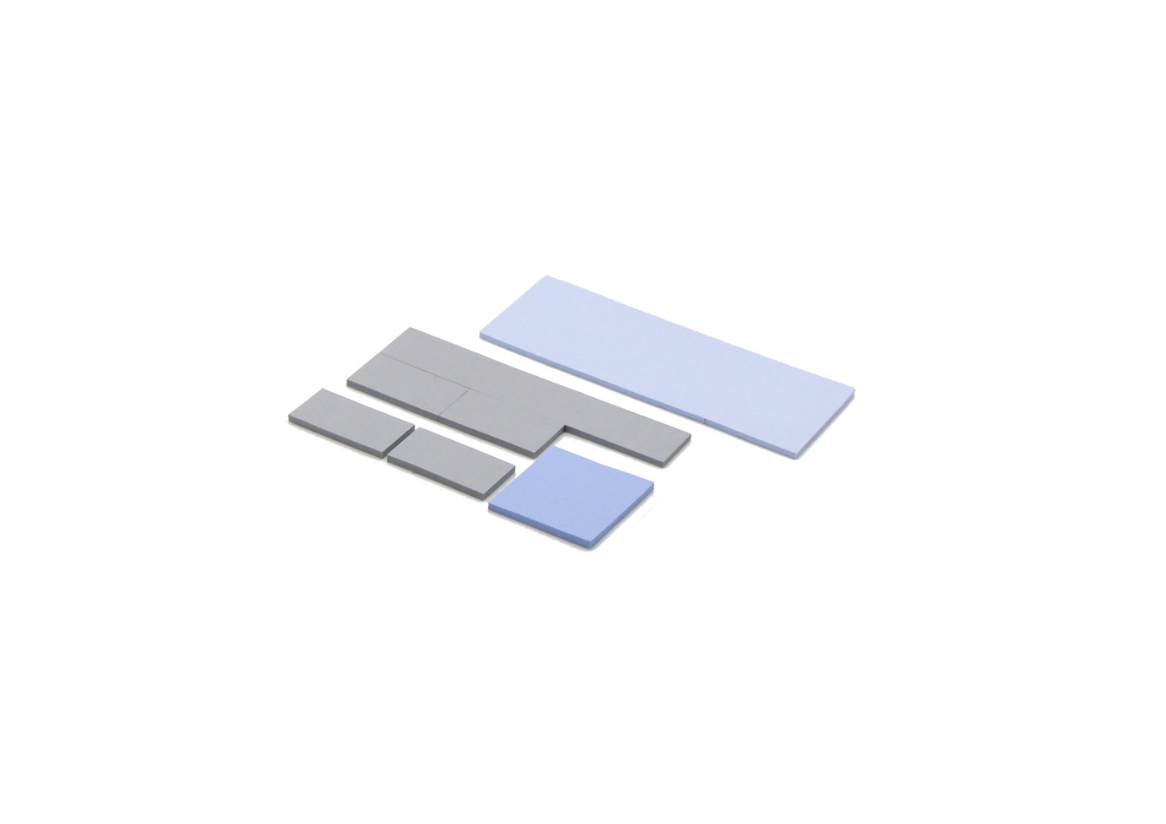
Thermal Gap Pads are the most widely used TIM in power electronics assembly. They are available in thermal conductivities ranging from 1.0 to 12 W/m·K, with the most common production grades falling between 3.0 and 8.0 W/m·K. Their primary advantage is assembly consistency—they are pre-formed, compressible, and do not require dispensing or cure time. For IGBT modules mounted to a heatsink or cold plate, a well-specified gap pad delivers predictable thermal resistance with minimal process variation. Key variables to control are compression force and bondline thickness (BLT), both of which directly affect measured thermal impedance.
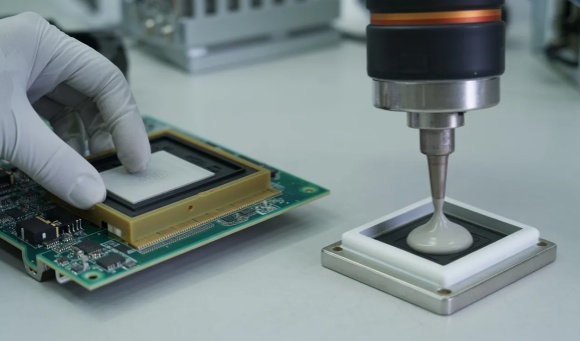
Thermal Grease and Paste remain the benchmark for minimizing case-to-heatsink resistance in applications where assembly allows for manual or automated dispensing. Typical conductivity values range from 3.0 to 10 W/m·K, and because grease conforms at a microscopic level to surface irregularities, it generally achieves lower effective thermal resistance than a pad of equivalent conductivity. The trade-off is process control: insufficient volume, uneven spreading, or pump-out over thermal cycles can degrade performance in the field. Grease is well-suited for high-frequency SiC devices where every fraction of a degree of junction temperature reduction extends device lifetime.
Phase Change Materials (PCM) offer a middle ground. These materials are solid at room temperature and transition to a quasi-liquid state at operating temperature—typically between 45°C and 65°C depending on formulation—allowing them to conform to surface topography in the same way grease does, while being easier to handle during assembly. Thermal conductivity ranges from 3.0 to 7.0 W/m·K. PCMs are particularly useful in applications with variable or cyclic loads, where the material's ability to re-conform after each thermal cycle helps maintain consistent contact.
Thermally Conductive Potting Compounds serve a different function. Rather than bridging a narrow gap between two flat surfaces, potting compounds encapsulate entire assemblies—transformer windings, capacitor banks, control boards—providing both thermal dissipation and mechanical protection in a single material. Silicone-based potting compounds offer flexibility and wide temperature range (-60°C to 200°C in some grades), while epoxy-based compounds provide higher hardness and better chemical resistance. Thermal conductivity for potting compounds typically falls between 1.0 and 3.5 W/m·K, which is lower than gap pads or grease, but their encapsulation function makes direct comparison less relevant.
Graphite Sheets are less commonly specified as a primary TIM in power module assemblies, but they are useful for lateral heat spreading in planar applications. In-plane thermal conductivity can reach 700–1500 W/m·K, making graphite sheets effective at distributing heat from a localized source across a larger surface before it enters a heatsink. In charging station designs where certain hotspot components cannot be directly mounted to a cold plate, a graphite sheet used in combination with a gap pad can meaningfully reduce peak temperatures.
Material Selection Criteria for High-Power, High-Reliability Applications
Thermal conductivity is the number that appears on every datasheet, and it is the figure most commonly cited in procurement discussions. It is also, on its own, an incomplete basis for material selection.
Thermal conductivity vs. thermal impedance. The relevant performance metric for a system engineer is thermal impedance, expressed in °C·cm²/W or °C/W, which accounts for both the material's conductivity and its bondline thickness under actual assembly conditions. A gap pad rated at 6.0 W/m·K applied at 0.5 mm BLT may deliver lower thermal impedance than a pad rated at 8.0 W/m·K applied at 1.0 mm BLT. Always request impedance data at the expected compression force, not just conductivity at a single test condition.
Bondline thickness control. For gap pads, BLT is determined by the gap between mating surfaces and the pad's compression behavior. Specifying a pad that is too thick for the gap results in excessive compression force on the device; specifying one that is too thin results in poor contact. For high-power IGBT modules with flatness tolerances and housing tolerances that stack up across an assembly, this is a real design constraint that is worth validating with physical samples before finalizing a material specification.
Operating temperature range. EV charging stations in outdoor or semi-outdoor installations must maintain TIM performance from well below 0°C to junction-adjacent temperatures that may approach 125°C or higher during peak load. Silicone-based gap pads and greases generally handle this range well. Certain non-silicone alternatives may have narrower service temperature windows—verify against the application's full thermal envelope, not just the nominal operating point.
Electrical isolation. Most power module mounting configurations require the TIM to provide electrical isolation between the device case and the heatsink. Standard silicone gap pads filled with alumina or boron nitride (BN) are inherently insulating. BN-filled pads offer higher thermal conductivity at equivalent thickness while maintaining low dielectric constant—relevant in high-frequency SiC applications where parasitic capacitance through the TIM layer can affect switching behavior. Confirm dielectric breakdown voltage and dielectric constant against the isolation requirement in your specific circuit configuration.
Long-term reliability and outgassing. Charging stations are expected to operate for 10 years or more with minimal maintenance. In sealed enclosures or assemblies with sensitive optical or electrical components nearby, silicone outgassing is a documented concern—silicone vapors can deposit on contact surfaces and cause issues over time. Low-volatility or silicone-free gap pads are available for applications where this is a risk, and the performance trade-off relative to standard silicone pads is generally modest in modern formulations.
Mechanical and vibration considerations. Roadside charging infrastructure is subject to vibration from nearby traffic, wind load on enclosures, and handling during installation and maintenance. TIMs that rely solely on compression to maintain contact—without any adhesive tack—can shift or deform over time in high-vibration environments. Evaluating whether a lightly adhesive pad or a dispensed material better suits the assembly design is worth including in the qualification process.
Application-Specific Recommendations
Different locations within a charging station call for different TIM strategies. A single material rarely covers the full bill of materials.
SiC/IGBT power modules to heatsink or cold plate. This is the highest-priority thermal interface in the system. For production environments where assembly consistency is critical, a gap pad in the 4.0–8.0 W/m·K range with controlled compression behavior is the practical default. Where thermal budgets are tight and the assembly process supports it, a phase change material or high-conductivity thermal grease will typically deliver lower measured impedance. If the module requires electrical isolation, confirm dielectric breakdown voltage—BN-filled pads are worth evaluating here over standard alumina-filled grades.
Magnetic components: transformers and inductors. High-frequency transformers in the DC/DC stage generate heat across a distributed winding area rather than a single flat surface. Potting compounds—silicone or epoxy based—are the standard solution, providing both thermal coupling to the enclosure and mechanical stabilization of the windings. For applications where reworkability matters, silicone potting is preferred; where chemical resistance and hardness are priorities, epoxy formulations are more appropriate.
Bus capacitors and DC link assemblies. Capacitors are temperature-sensitive components where every 10°C reduction in operating temperature can meaningfully extend service life—this is a well-established derating principle in capacitor design. Thermally conductive adhesive tapes or formed gap pads between capacitor bodies and a chassis wall or thermal spreader are a common and cost-effective approach. The conductivity requirement here is modest—even 1.5–3.0 W/m·K materials move meaningful heat—but long-term adhesion stability under thermal cycling should be verified.
Outdoor and weatherproof enclosures. Charging stations designed for IP65 or IP67 ratings introduce additional constraints. The TIM must be compatible with gasket and sealing materials, and in some configurations, the thermal interface layer and the environmental seal are handled by the same material—conductive silicone foam gaskets, for example, can serve both functions simultaneously. Material compatibility with UV exposure, humidity cycling, and cleaning agents used during maintenance should be part of the qualification checklist.
Common Specification Mistakes and How to Avoid Them
Most TIM-related field problems are not caused by material defects. They are caused by selection or application errors that could have been caught earlier in the design process.
Selecting on conductivity alone. A pad rated at 10 W/m·K applied at 1.5 mm BLT may underperform a 6 W/m·K pad at 0.5 mm BLT in real conditions. Always evaluate thermal impedance at the expected bondline thickness and compression force, not just the headline conductivity figure on the datasheet.
Ignoring compression force limits on power modules. IGBT and SiC module manufacturers specify maximum allowable mounting force on the device baseplate. Over-compressing a gap pad to achieve lower BLT can exceed this limit, causing mechanical stress on solder joints or substrate. Match pad hardness and thickness to the allowable force range—this is a mechanical constraint as much as a thermal one.
Defaulting to standard silicone pads in sensitive assemblies. In sealed enclosures or assemblies with relay contacts, optical sensors, or precision connectors, silicone outgassing is a real risk over a multi-year service life. Low-volatility or silicone-free alternatives exist with comparable thermal performance and should be the default specification where this environment applies.
Overlooking thermal cycling fatigue. A material that performs well in initial testing may degrade after hundreds or thousands of thermal cycles due to pump-out, delamination, or hardening. For a charging station expected to cycle between load and standby states multiple times daily over ten years, this is not a theoretical concern. Request long-term reliability data or conduct accelerated thermal cycling tests during qualification.
Not involving the TIM supplier early enough. Material selection made late in the design process—after PCB layout, housing design, and heatsink geometry are fixed—leaves little room to optimize. Bringing the supplier in during the thermal design phase allows for application-matched recommendations, prototype samples in the correct format, and early identification of die-cutting or dispensing requirements that affect production cost.
Working with Your TIM Supplier: What to Ask Before You Specify
A thermal interface material is a relatively low-cost line item in a charging station BOM. The consequences of a poor selection, however, show up as field failures, warranty claims, and unplanned maintenance—costs that are orders of magnitude higher. Treating TIM selection as a commodity procurement decision underestimates the downstream risk.
When evaluating suppliers, ask for thermal impedance data (°C·cm²/W) tested at multiple bondline thicknesses and compression pressures—not just bulk conductivity measured by laser flash on a free-standing sample. The two numbers are related but not interchangeable, and impedance data measured under assembly-representative conditions is what you actually need for system-level thermal modeling.
Ask whether application-specific samples are available in your target geometry. A gap pad that performs well as a 100×100 mm sheet may behave differently when die-cut to the footprint of a specific module with mounting holes and edge clearances. Getting samples in production format before committing to a specification saves qualification time later.
Confirm format and customization options: die-cutting, roll stock vs. sheet, liner configuration for automated assembly, and whether the supplier can accommodate both prototype quantities and production volumes without a material or process change between the two.
Finally, ask about documentation support: UL recognition, RoHS and REACH compliance declarations, and material safety data. For charging station OEMs working toward CE, UL, or IEC certification, having complete material documentation from the TIM supplier is not optional—it is part of the certification file.
Conclusion
Thermal interface materials rarely appear in marketing materials or product headlines. They are a background element—specified once, assembled into thousands of units, and expected to perform without attention for a decade or more. In EV charging stations, where power densities are rising, service life expectations are long, and field service is costly, that quiet reliability is exactly what good TIM selection is supposed to deliver.
The selection process is not complicated, but it requires asking the right questions: What is the actual bondline thickness in assembly? What are the isolation and outgassing requirements? What does the thermal cycling profile look like over the product's service life? How does the material perform after accelerated aging, not just on day one?
Answering those questions before production—with the right supplier and the right samples—is what separates a thermal design that holds up in the field from one that becomes a warranty problem at year four.