Welcome to Taxo Tape
How to Evaluate a Thermal Interface Material Supplier: A Practical Checklist for Engineers
Introduction
Thermal interface materials sit at a critical point in the thermal path of every power electronics assembly, yet TIM supplier evaluation is often treated as a secondary procurement decision — something handled by price comparison and a datasheet review rather than a structured qualification process.
The cost of getting this wrong is not the price of the pads. It is the cost of a production line stop when incoming material fails thickness inspection. It is the engineering time spent re-qualifying a replacement supplier after the original one delivers an out-of-spec batch six months into production. It is the field return rate that climbs gradually as TIM quality degrades across a production population, with no obvious single-unit failure to point to.
These outcomes are common enough to be patterns, not exceptions. They share a root cause: the supplier was selected on price and datasheet values without evaluating the underlying quality system, batch consistency, and documentation capability that determine whether the datasheet values are actually delivered in production material.
This checklist covers the evaluation criteria that matter for TIM procurement in industrial power electronics — technical capability, quality systems, batch consistency, sample testing, documentation, and commercial reliability. It is structured for engineers and procurement managers conducting initial supplier qualification, and can be used equally for evaluating a new supplier or re-evaluating an existing one after quality concerns arise.

Technical Capability: Can They Make What You Need?
Product range and coverage
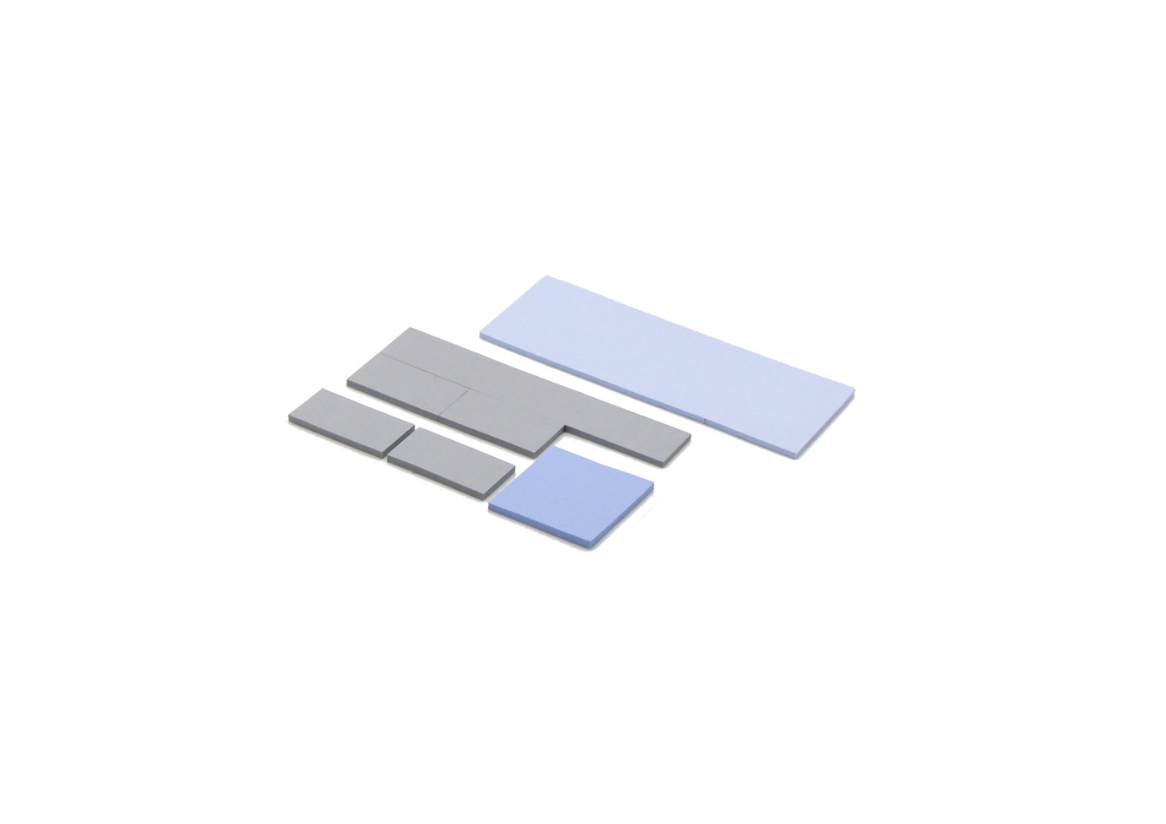
A supplier's product range tells you whether they can serve your current requirements and scale with your future ones. For industrial power electronics procurement, a credible TIM supplier should cover at minimum: silicone thermal pads across a conductivity range from 1.0 to 8.0 W/m·K or higher, multiple thickness options from 0.5mm to 3.0mm or beyond, and at least silicone-free and low-volatility variants alongside standard formulations.
Suppliers whose catalog covers only a narrow conductivity range or a single material type are production specialists rather than application partners. If your product line spans multiple thermal requirements — LED drivers, inverters, battery systems — a supplier who can cover all of them simplifies qualification, documentation, and supply chain management significantly.
Custom die-cutting and format capability
Standard sheet or roll formats require secondary cutting operations at your end. A supplier with in-house die-cutting capability can deliver pads in your exact component footprint dimensions, which eliminates a production step, reduces material waste, and removes a source of dimensional variation. For high-volume production, custom-cut pads are almost always the correct format — evaluate whether the supplier can support this from day one of qualification or only at minimum order quantities that make early-stage prototyping impractical.
In-house testing equipment
What testing equipment a supplier operates in-house is one of the clearest indicators of their technical seriousness. A manufacturer who characterizes their own products properly should have at minimum: a thermal resistance measurement fixture operating to ASTM D5470, a Shore durometer for hardness measurement, thickness gauges with sufficient precision for their tolerance specifications, and electrical insulation test equipment.
Suppliers who rely entirely on outsourced testing for basic product characterization — sending samples to a third-party lab for every conductivity measurement — cannot provide the batch-level test data that production procurement requires at a practical turnaround time. Ask directly what testing is performed in-house and request to see the test equipment list or a recent calibration record.
The manufacturer vs. trading company distinction
This is a practical distinction that affects everything downstream: technical support quality, batch consistency, documentation reliability, and response to quality issues. A manufacturer controls their own formulation, raw material sourcing, and production process. A trading company sources finished products from manufacturers — sometimes multiple manufacturers for the same nominal product — and repackages them under their own brand.
Trading companies are not inherently problematic, but they introduce supply chain opacity that matters for production procurement. If the underlying manufacturer changes, the product may change with it — same part number, different formulation, different batch consistency. Ask directly whether the supplier manufactures the products themselves or sources them. Request the manufacturing location. For critical applications, consider whether you need direct manufacturer relationships rather than trading company intermediaries.
R&D and application support capability
For standard catalog products, R&D capability is a secondary concern. For applications requiring specific conductivity, thickness, or material combinations outside the standard range, a supplier with genuine formulation capability can develop application-specific solutions rather than directing you to the closest catalog item that does not quite fit. Ask what custom development projects they have completed in the past two years and what the typical lead time for a custom formulation is — the answers reveal quickly whether the R&D capability is real or nominal.
Quality System and Certifications
ISO 9001 — what it means and what it does not
ISO 9001 certification means the supplier has implemented a documented quality management system that has been audited by an accredited certification body. It means processes are documented, records are kept, and corrective action procedures exist. What it does not mean is that the products are good — ISO 9001 certifies the process system, not the product performance. A supplier can be ISO 9001 certified and still deliver inconsistent thermal conductivity if their incoming raw material inspection and in-process controls are inadequate.
Treat ISO 9001 as a necessary baseline, not a sufficient qualification. Follow up with specific questions about what in-process controls exist for filler loading consistency, thickness tolerance, and surface quality — the parameters that directly affect TIM performance.
UL 94V-0 flame retardancy
For TIM products used inside power electronics enclosures, UL 94V-0 flame retardancy is a common requirement. The important distinction here is between company-level UL recognition and product-level certification. A supplier who is UL-recognized as a manufacturer can produce products that carry UL 94V-0 classification, but the classification applies to specific evaluated products, not to everything they make.
Request the UL file number and the specific product designation within that file. Verify that the product you are procuring — at the specific thickness and formulation you need — is covered by the UL classification, not just a similar product in the same family. Thickness matters for UL 94V-0 — a pad certified at 1.0mm thickness is not automatically certified at 0.5mm.
RoHS and REACH documentation
As covered in a separate guide on green TIM specifications, RoHS and REACH compliance documentation should be product-specific, reference the current directive versions, and cover all restricted substances explicitly. For European market procurement, request both a RoHS declaration and a REACH SVHC declaration as standard documents during initial supplier qualification — not as a follow-up after the commercial relationship is established.
The quality signal here is not just whether the documents exist, but how quickly and completely the supplier provides them. A supplier who can produce current, product-specific compliance documentation within 24–48 hours of request has these records properly maintained. One who takes two weeks and delivers a generic declaration covering their entire product line does not.
In-process quality controls
Beyond certifications, ask specifically about the in-process controls that govern production consistency. For a thermal pad manufacturer, relevant controls include: incoming inspection of filler materials for particle size distribution and thermal purity, in-process monitoring of filler loading during compounding, thickness measurement frequency and sampling plan during slitting and cutting, and final inspection criteria before shipment.
A supplier who can describe their in-process control points in specific terms — measurement frequency, acceptance criteria, what happens when a measurement falls outside limits — has actually implemented them. A supplier who responds with general statements about their commitment to quality has not.
Batch Consistency and Material Traceability
Why batch consistency is the most common hidden quality problem
Datasheet values represent a characterized sample. Production batches represent what actually ships. The gap between these two things is where most TIM quality problems originate in practice — not catastrophic failures where the product is obviously wrong, but gradual variation where one batch runs slightly hotter than the last, the compression behavior changes subtly, or the pad surface texture shifts in a way that affects contact quality without triggering incoming inspection flags.
This variation is invisible if you only compare datasheets. It becomes visible when you measure thermal resistance in your assembly across batches, or when field return rates start climbing six months after a supplier changed their filler source without notification.
For production procurement, batch consistency is a more important quality parameter than the peak datasheet value. A supplier who consistently delivers 5.5 W/m·K across every batch is a better production specification than one whose average is 6.0 W/m·K with ±15% batch variation.
What batch test reports should contain
Request batch test reports — also called certificates of conformance or batch certificates — as a standard delivery document for every production shipment. A meaningful batch test report contains: the batch or lot number, the production date, thermal conductivity measured on production samples from that batch using a stated test method, thickness measurements across the batch with statistical summary, and hardness or compression data where relevant to your specification.
A batch report that contains only a statement that the product "meets specification" without measured values is not a batch test report — it is a shipping declaration. It tells you nothing about where within the specification the batch actually falls, and provides no basis for detecting gradual drift across multiple batches.
Material traceability from raw filler to finished pad
For critical applications — automotive-adjacent electronics, high-reliability industrial equipment, battery systems — material traceability beyond the finished product batch matters. Can the supplier link a specific production batch of finished pads to the incoming lot of filler material used, the compounding run, and the production date? This traceability is what makes a targeted containment action possible if a raw material quality issue is discovered — rather than a broad recall of everything produced in a given period.
Ask for the supplier's traceability procedure and request a sample traceability record for a recent production lot. The depth of traceability they can demonstrate tells you a great deal about the maturity of their production documentation system.
How to assess consistency from incoming samples
Before committing to a production order, request samples from at least two separate production batches — not two samples from the same batch. Measure thermal resistance in your actual assembly, thickness at multiple points, and hardness on samples from both batches and compare. If the supplier cannot provide samples from separate batches because they only have one production run available, that is itself information about their production volume and inventory management.
For high-value applications, a structured incoming inspection protocol for the first three to five production batches — measuring key parameters and comparing against the qualification sample baseline — establishes whether the supplier's production consistency matches their qualification performance before your production volume ramps.
Red flags that indicate poor process control
Several supplier behaviors during the evaluation process signal underlying process control problems. Inability to provide batch-specific test data — only generic datasheet values — means production is not being characterized at the batch level. Significant variation between samples from the same nominal product when measured independently suggests filler loading or compounding inconsistency. Reluctance to identify the manufacturing location or to allow facility audits for significant production relationships indicates supply chain opacity that will complicate quality management downstream. Long response times for basic technical questions during qualification predict the same response times when a quality issue needs resolution in production.
Sample Evaluation Process
Test in your assembly, not just on a lab fixture
Datasheet thermal resistance values are generated under controlled laboratory conditions — flat, machined metal blocks, defined pressure, controlled temperature. Your assembly is none of those things. The heatsink surface finish is whatever the casting or machining process produced, the clamping pressure varies with fastener torque tolerance, and the component package surface may have slight bow or warpage.
The only meaningful sample evaluation is one conducted in your actual hardware under your actual assembly conditions. Request samples before any commercial commitment and measure thermal resistance in your assembly — either by junction temperature measurement under known power dissipation or by thermal imaging that reveals temperature distribution across the component. Compare results against your thermal model, not against the supplier's datasheet.
Thermal resistance measurement in hardware
For power components with accessible thermal measurement points, measure junction temperature at a defined power level with the candidate TIM installed and compare against a known baseline — either a previously qualified material or a calculated reference. The difference between measured and baseline junction temperature, divided by the power dissipation, gives you an effective thermal resistance comparison that accounts for your specific surface conditions and clamping arrangement.
For components without accessible junction temperature measurement, a calibrated thermal camera imaging the heatsink surface under steady-state conditions provides a practical alternative. Relative comparisons between candidate materials are reliable even if absolute thermal resistance values require more controlled measurement conditions.
Mechanical checks on incoming samples
Before thermal testing, verify the basic mechanical parameters of the samples against the datasheet specification. Measure thickness at five or more points across the pad surface using a calibrated thickness gauge — not a ruler. Check that the measured values fall within the specified tolerance and that variation across the pad surface is within an acceptable range. Measure hardness with a Shore 00 durometer and compare against the specified value.
These measurements take ten minutes per sample and immediately identify batches where the physical product does not match the datasheet. Catching this at the sample stage costs nothing. Catching it after a production order has shipped costs significantly more.
Accelerated testing for long-life applications
For applications with service life targets of five years or more — telecom power equipment, industrial inverters, outdoor LED drivers — initial thermal resistance measurement is not sufficient sample evaluation. Request enough sample material to run an accelerated thermal cycling test before production commitment. A minimum of 500 thermal cycles across your expected operating temperature range, with thermal resistance measured before and after, provides meaningful data on long-term interface stability that no datasheet value can substitute for.
This adds time to the qualification process — typically four to six weeks for a 500-cycle test at reasonable cycle times. For equipment with ten-year service life targets, this investment is proportionate. For short-life or serviceable equipment where TIM can be replaced in the field, it may not be necessary.
Sample quantity and what is reasonable to expect
For initial evaluation, request 10–20 pads in your required dimensions as a starting point. A credible supplier will provide evaluation samples at no charge or at material cost for standard catalog products — charging full commercial pricing for qualification samples is a signal that the supplier is not accustomed to supporting proper customer qualification processes.
For accelerated cycling tests requiring larger quantities, discuss with the supplier what quantity they can support and at what cost before committing to a test plan. Most established TIM suppliers have a defined sample support process; the absence of any such process suggests limited experience with B2B qualification requirements.
Documentation and Compliance Support
Minimum documentation checklist
Before approving any TIM supplier for production use, the following documents should be in hand and verified — not pending or promised:
Product datasheet with thermal conductivity test method stated, compression stress curve, operating temperature range, and electrical insulation values. Material Safety Data Sheet (SDS) in the language required for your facility and market. RoHS declaration of conformance referencing the current directive version and covering the specific product by name and part number. REACH SVHC declaration referencing the current ECHA Candidate List. UL 94V-0 certification documentation with UL file number and product designation, where flame retardancy is a requirement. Batch test report format — a sample showing what production batch documentation will look like.
This list is not exhaustive for every application, but it covers the baseline that any credible industrial TIM supplier should be able to provide without special effort. If any of these documents requires significant follow-up to obtain during qualification, that response time reflects what you will experience when you need updated documentation in production.
Response time and completeness as quality signals
How a supplier handles documentation requests during the evaluation phase predicts how they will handle them in a production relationship. A supplier who provides complete, current, product-specific compliance documentation within one to two business days has these records properly maintained and their team trained to respond. A supplier who takes two weeks, provides generic catalog-level declarations, or requires multiple follow-up requests to produce standard documents has documentation management problems that will not improve after the commercial relationship is established.
Test this deliberately during qualification — make a complete documentation request at the start of the evaluation and note both the response time and the completeness of what you receive. It is one of the most reliable predictors of the ongoing supply relationship quality.
What poor documentation reveals
Incomplete or generic documentation is not just an administrative inconvenience. It indicates that the supplier's internal quality records are not maintained at the product and batch level required for serious industrial supply. A supplier who cannot produce a product-specific RoHS declaration probably does not have the substance-level material disclosure records to back one up. A supplier who cannot provide batch test data probably does not measure production batches systematically.
The documentation is a window into the quality system. What is missing from the documents usually reflects what is missing from the processes.
Language and format requirements for European procurement
For products destined for European markets — particularly German industrial customers — compliance documentation in English is generally acceptable at the supplier level, but SDS documents should be available in German for facilities where German is the working language. Some German OEM supplier qualification processes require German-language SDS as a hard requirement, not a preference.
Confirm with your end customer what language and format requirements apply before finalizing supplier qualification. A supplier who can provide documentation in multiple languages without significant lead time is better positioned to support your European market development than one for whom a German-language SDS is a special order item.
Commercial and Operational Reliability
Lead time consistency
Quoted lead time and actual delivery performance are two different numbers at many suppliers. During qualification, ask for the standard lead time for your required product and format, and ask specifically about lead time stability — how often do actual deliveries match the quoted lead time, and what happens when raw material availability affects production scheduling.
Request references from existing customers if possible, or ask directly about their experience with lead time consistency. A supplier who acknowledges that lead times can extend and explains how they communicate this proactively is more reliable than one who quotes short lead times without qualification and then misses them without warning.
MOQ flexibility
Minimum order quantities matter differently at different stages of the supply relationship. During qualification, you need small quantities — tens of pieces in your specific dimensions — to conduct proper evaluation. During early production, your volumes may be modest while the product ramps. MOQ structures that only work at full production volumes make qualification and ramp-up unnecessarily expensive.
A supplier whose MOQ for custom die-cut pads is 10,000 pieces minimum is not practically accessible for initial qualification without a significant upfront commitment. Understand the MOQ structure at each stage — evaluation samples, prototype quantities, production minimums — before qualifying a supplier whose commercial terms only work at volumes you will not reach for 12 to 18 months.
Communication responsiveness
The speed and technical quality of communication during the RFQ and sample stage is the best available predictor of communication quality during an active supply relationship. Specifically: how long does it take to receive a response to a technical question? Are the responses technically substantive or generic? When you request something outside the standard process — a specific test, a non-standard format sample, a documentation item — does the supplier find a way to provide it or default to saying it is not available?
Evaluate this deliberately during qualification rather than discovering it during a production quality issue when responsive communication is critical.
How a supplier handles complaints and out-of-spec deliveries
Ask directly how the supplier handles a situation where a production delivery fails incoming inspection. What is the response process? What is the typical resolution time? Do they conduct root cause analysis and provide a corrective action report, or do they simply replace the material? The answer reveals whether their quality system includes a closed-loop corrective action process or whether quality management stops at the shipping dock.
If the supplier has existing customers in your industry segment, ask whether they can provide a reference contact. Speaking directly with a procurement or quality engineer at an existing customer about their experience with complaint handling provides information that no supplier self-assessment can match.
Conclusion
Supplier evaluation is front-loaded effort that pays back across the entire production relationship. The two to four weeks spent conducting a structured qualification — technical assessment, sample testing in hardware, documentation review, batch consistency check — is recovered many times over in avoided rework, re-qualification costs, and field reliability issues that trace back to TIM supplier problems.
The checklist in this guide is not exhaustive for every application, but it covers the evaluation dimensions that most consistently predict production supply reliability: technical capability matched to your requirements, a quality system with real in-process controls behind the certificates, batch consistency demonstrated across multiple production lots, documentation that is current and product-specific, and a commercial relationship that functions as a partnership rather than a transaction.
A supplier who passes this evaluation is worth investing in for the long term — consistent TIM supply from a qualified source eliminates a category of production risk entirely. A supplier who does not pass it is telling you something important before you have committed production volumes to them.
If you would like to start an evaluation of our thermal interface materials — including samples, batch test data, full compliance documentation, and technical support for your specific application — contact us with your requirements and we will respond within one business day.