Welcome to Taxo Tape
How Surface Roughness Impacts TIM Performance in Aluminum Heat Sinks
Introduction: Why Surface Roughness Matters in Thermal Management
In any electronic system, thermal interface materials (TIMs) play a crucial role in transferring heat from power devices to aluminum heat sinks. Their primary function is to eliminate the microscopic air gaps that form between two solid surfaces, which are never perfectly flat at the microscopic level. These gaps drastically reduce heat flow efficiency because air has an extremely low thermal conductivity.
This is where surface roughness comes into play. Surface roughness refers to the tiny peaks and valleys on a material’s surface created during machining, casting, or finishing. Even when a surface appears smooth to the eye, under magnification it consists of irregular high and low spots. When a TIM is placed between such surfaces, it must deform or flow to fill those gaps to establish good contact.
The hidden challenge is that excessive roughness traps air, while an overly smooth surface can prevent the TIM from spreading evenly or adhering properly. Understanding and controlling surface texture is therefore essential for achieving both low thermal resistance and long-term interface reliability.
Understanding Surface Roughness Parameters
Surface roughness is typically characterized by measurable parameters such as Ra and Rz:
Ra (average roughness): the arithmetic average height of surface deviations from the mean line — it provides a general sense of how rough or smooth a surface is.
Rz (peak-to-valley height): the vertical distance between the highest peak and the lowest valley in a sampling length — it indicates the severity of surface irregularities.
For machined aluminum heat sinks, Ra values usually fall in the range of 0.4–1.6 µm, while die-cast surfaces may exhibit Ra values between 1.5–3.5 µm or higher. These differences significantly influence how well a TIM can conform to the interface.
When the surface has deep micro-valleys, a more flowable TIM (like grease or gel) is often required to fill the voids. Conversely, smoother surfaces pair better with solid pads or graphite sheets that rely on contact pressure rather than flow. The viscosity and conformability of a TIM must therefore be carefully matched to the heat sink’s surface condition to minimize contact resistance.
The Relationship Between Surface Roughness and Thermal Contact Resistance (TCR)
Thermal contact resistance (TCR) represents the extra resistance to heat flow at the junction between two materials. The rougher the surfaces, the fewer true contact points exist — and the more trapped air pockets remain in between. Each of these microscopic voids acts as a thermal barrier, collectively reducing the effective conductivity of the entire system.
When pressure is applied during assembly, the TIM deforms and fills the valleys between surface peaks, displacing air and improving heat conduction. This process depends heavily on the TIM’s hardness, thickness, and compression behavior.
Interestingly, an “ideal” surface is not necessarily the smoothest one. A completely polished surface can lead to poor wetting or slippage, particularly for low-viscosity TIMs. A moderate surface texture helps the TIM anchor itself and maintain stable contact under temperature cycling or vibration.
To minimize TCR, engineers must control both surface roughness and contact pressure. A soft, compliant pad under moderate pressure can compensate for rough surfaces, whereas hard pads or graphite films require a flatter interface to achieve similar results.
Material Interaction: TIM Type vs. Surface Texture
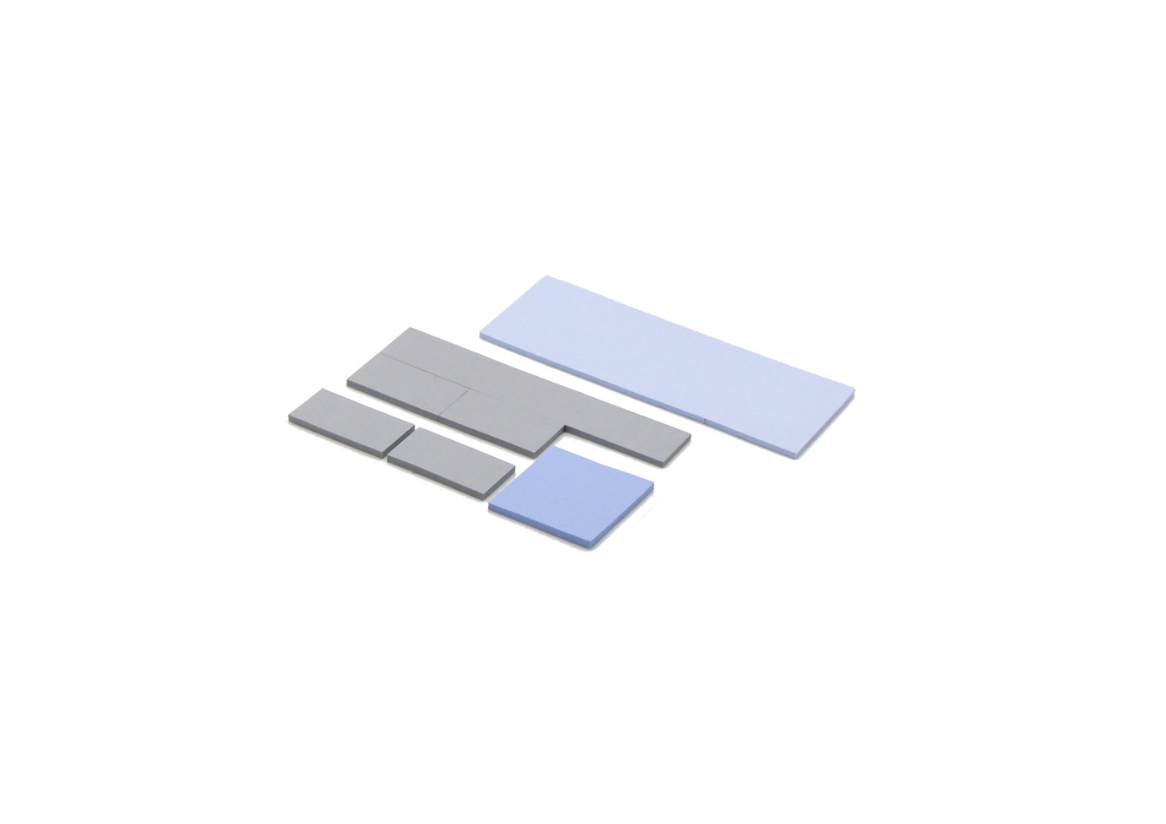
Different TIMs behave uniquely when interacting with aluminum heat sink surfaces of varying roughness. Selecting the right type ensures proper contact and minimal resistance:
Silicone Pads:
Offer mechanical stability but limited flow. Best suited for surfaces with moderate flatness (Ra 0.5–1.5 µm). They rely primarily on compression force to conform to roughness and fill gaps.Thermal Greases and Gels:
These materials are highly flowable, allowing them to penetrate micro-cavities on rough or uneven surfaces. Ideal for die-cast or sandblasted aluminum heat sinks where surface peaks are pronounced.Phase Change Materials (PCM):
Require a controlled surface finish (typically Ra < 1.0 µm) to perform consistently. Too rough, and the PCM cannot fully wet the interface; too smooth, and it may not spread uniformly after phase transition.Graphite Sheets:
Possess excellent in-plane conductivity but depend on very flat surfaces for effective contact. Typically used where surface roughness is minimized by machining or polishing.
In practice, no single TIM fits all conditions. Engineers must consider both surface texture and compression conditions to choose the most compatible material. For instance, a machined aluminum base with Ra ≈ 0.8 µm might perform best with a thin silicone pad, while a cast heat sink with Ra > 2 µm may require a soft gel to ensure full gap filling.
Aluminum Heat Sink Surface Treatments and Their Effects
Aluminum heat sinks undergo various surface finishing processes that influence both their thermal and mechanical performance. Each treatment alters surface morphology in distinct ways, which in turn affects how the thermal interface material (TIM) conforms and transfers heat.
Machining: Produces relatively smooth, consistent surfaces with predictable roughness (Ra 0.4–1.6 µm). Ideal for precise assemblies where low contact resistance and tight tolerances are required.
Anodizing: Adds a protective oxide layer that enhances corrosion resistance but can increase surface roughness and slightly reduce thermal conductivity at the interface. A thin, well-controlled anodic layer is recommended for high-power applications.
Sandblasting: Commonly used for cosmetic or cleaning purposes, it creates coarser textures (Ra > 2.0 µm). This may require softer or more flowable TIMs, such as greases or gels, to fill the resulting micro-voids effectively.
Chemical Etching: Provides uniform matte finishes and removes contaminants. Depending on process parameters, it can fine-tune roughness and improve TIM adhesion without significantly compromising flatness.
In high-performance systems—such as EV inverters, power modules, or telecom base stations—specifying a tighter surface finish is often worthwhile. A lower Ra (e.g., < 1.0 µm) ensures more consistent thermal contact and long-term stability, especially under temperature cycling.
Optimizing Contact Performance: Engineering Strategies
The optimal thermal interface is achieved by balancing surface finish with the right TIM selection and assembly conditions. A rough surface without sufficient compression can trap air and degrade performance, while an overly smooth surface may hinder wetting or adhesion.
To minimize thermal contact resistance (TCR):
Choose a TIM with appropriate compliance and viscosity for the given roughness level.
Perform compression and pressure testing to ensure the TIM fully conforms under real clamping forces.
Maintain consistent mounting torque to avoid uneven contact or excessive squeeze-out.
Consider co-designing the heat sink and TIM interface early in the development phase, aligning mechanical tolerances and material properties.
For example, a study showed that optimizing Ra from 2.0 µm to 0.8 µm while using a mid-hardness silicone pad reduced junction temperature by up to 10–15 °C, significantly improving reliability and system efficiency. This demonstrates how precise surface control translates directly to measurable thermal gains.
Testing and Validation
Validating interface performance requires both thermal and surface measurements under realistic conditions.
Thermal Contact Resistance Testing:
The ASTM D5470 standard is the industry benchmark for steady-state testing, providing accurate resistance measurements across known pressure and temperature conditions. Transient thermal testing methods, such as laser flash or transient plane source techniques, can capture dynamic responses during heating and cooling cycles.Surface Characterization:
Tools like contact profilometers, optical interferometers, or 3D laser scanning microscopes are used to quantify Ra, Rz, and surface texture patterns with high precision.Assembly Simulation:
Real-world validation should replicate actual mounting pressure, temperature cycling, and mechanical load, since lab data under ideal conditions often underestimates real TCR. Repeatability and statistical sampling ensure confidence in design margins and long-term performance.
Conclusion
Surface roughness is a subtle but decisive factor in the thermal performance of aluminum heat sinks. It directly governs how effectively the TIM can bridge microscopic air gaps and maintain consistent contact over time.
To achieve optimal results, engineers must co-optimize both the surface finish and the TIM characteristics, rather than improving them independently. The right pairing enhances heat transfer, improves mechanical reliability, and extends device lifespan.
For design teams seeking to reduce contact resistance or validate interface materials, consulting with a specialized TIM supplier can provide tailored recommendations, material samples, and surface optimization support to ensure robust thermal management from prototype to mass production.