Welcome to Taxo Tape
Thermal Pad Selection for Power Electronics: W/m·K, Thickness, and Hardness Explained

Introduction
Thermal pad selection in power electronics is often reduced to a single question: what is the thermal conductivity? Pick the highest number that fits the budget, and move on. In practice, this approach leads to problems that only surface after the product is assembled — poor contact, unexpected junction temperatures, or pads that degrade faster than the design assumed.
The reality is that three parameters determine whether a thermal pad actually performs in your assembly: thermal conductivity, thickness, and hardness. Each one interacts with the others, and getting one wrong affects the rest. A pad with excellent conductivity but the wrong hardness for your surface finish will underperform a lower-conductivity pad that makes proper contact. A pad specified at the right conductivity and hardness but the wrong thickness may not fill the actual gap in production.
This guide works through each parameter in sequence — what it means, how to read the datasheet values, and how to match it to your specific application. The target audience is design engineers and procurement managers working in industrial power electronics: inverters, UPS systems, LED drivers, motor drives, and EV battery systems.
Understanding Thermal Conductivity Ranges — What the Numbers Mean in Practice
How W/m·K is measured — and why it matters
Thermal conductivity values on datasheets look straightforward until you try to compare two products from different suppliers and get results that do not make sense. A large part of the confusion comes from test methods.
The most widely used standard for TIM characterization is ASTM D5470, which measures thermal impedance across a pad sample under controlled pressure and extracts conductivity from that measurement. It reflects real interface conditions reasonably well. Laser flash diffusivity (ISO 22007-4) measures bulk material conductivity without an interface, which tends to produce higher numbers. A pad reporting 8.0 W/m·K via laser flash and another reporting 6.0 W/m·K via ASTM D5470 are not necessarily comparable — the second may actually perform better at the interface.
Before comparing conductivity values across suppliers, confirm which test method was used. If the datasheet does not state it, ask.
Practical conductivity tiers for power electronics
Rather than chasing the highest available number, it helps to think in tiers based on actual application requirements:
1.0 – 3.0 W/m·K — suitable for low-dissipation components: signal-level processors, low-power regulators, components where heat spreading rather than high flux transfer is the primary need. Cost-effective alumina-filled formulations dominate this range.
3.0 – 6.0 W/m·K — the practical range for most standard industrial power components: mid-range MOSFETs, power diodes, DC-DC converter stages, LED driver ICs. This tier covers a wide range of assembly types and represents the best balance of performance and cost for general industrial use.
6.0 – 10.0 W/m·K — required for high-power modules where junction temperature is the primary design constraint: IGBT modules, high-current MOSFETs, SiC and GaN devices. BN-filled formulations are common at this level. Cost increases noticeably compared to the mid-range tier.
10.0 W/m·K and above — specialized applications with extreme power density requirements. These products exist but carry significant cost premiums and sometimes mechanical trade-offs. Verify the test method carefully at this tier — datasheet inflation is more common here than in lower ranges.
The diminishing returns problem
Moving from 1.0 to 3.0 W/m·K produces a large reduction in thermal resistance. Moving from 8.0 to 10.0 W/m·K produces a much smaller one. At some point, other resistances in the thermal path — heatsink spreading resistance, contact resistance from surface roughness, mounting pressure variation — dominate the total, and upgrading the pad conductivity further has no measurable effect on junction temperature.
Before specifying a high-conductivity pad, run a rough thermal resistance calculation for your full stack. If the pad resistance is already small relative to the heatsink or junction-to-case resistance, the limiting factor is elsewhere and a pad upgrade will not solve it.
Thickness Selection — Closing the Gap Without Sacrificing Performance
Why thickness is not just about the gap
The first instinct is to match pad thickness to the mechanical gap in the assembly. If the gap between component and heatsink is 1.0mm, specify a 1.0mm pad. This logic is directionally correct but incomplete.
Thermal resistance through a pad increases with thickness — a thicker pad means more material for heat to conduct through, which adds resistance even if conductivity stays constant. So there is a genuine incentive to use the thinnest pad that works. The problem is that the thinnest pad that works is not always the same as the nominal gap dimension.
Bond line thickness and what drives it
Bond line thickness (BLT) is the actual compressed thickness of the pad under assembly conditions, which differs from the uncompressed nominal thickness. A 1.5mm pad compressed to 1.0mm under assembly pressure has a BLT of 1.0mm, not 1.5mm. Thermal resistance calculations should use BLT, not nominal thickness.
The gap in a real assembly is also not a single fixed number. Component height variation, PCB warpage, heatsink flatness tolerance, and fastener torque variation all contribute to a range of actual gap values across a production run. A pad specified to exactly fill the nominal gap will be under-compressed in some units and over-compressed in others.
Standard thickness ranges and when to use each
0.5mm — used when the gap is tightly controlled and the surface finish on both mating surfaces is good. Common in precision assemblies with machined heatsinks and flat component packages.
1.0mm — the most common thickness for general industrial power electronics. Covers moderate gap variation and works across a wide range of component and heatsink surface conditions.
1.5 – 2.0mm — appropriate when gap variation is significant, when the assembly uses cast or extruded heatsinks with less controlled surface flatness, or when component height tolerances are wide.
3.0mm and above — used in specific applications requiring significant gap filling: battery module assemblies where cell height variation is substantial, or enclosures where the gap between board and chassis is large by design.
The practical rule
Specify pad thickness at approximately 1.2 to 1.5 times the nominal gap, then verify BLT under your actual assembly clamping conditions with a sample. Do not finalize thickness from the datasheet alone.

Hardness and Compressibility — The Parameter Engineers Most Often Overlook
What Shore 00 hardness means
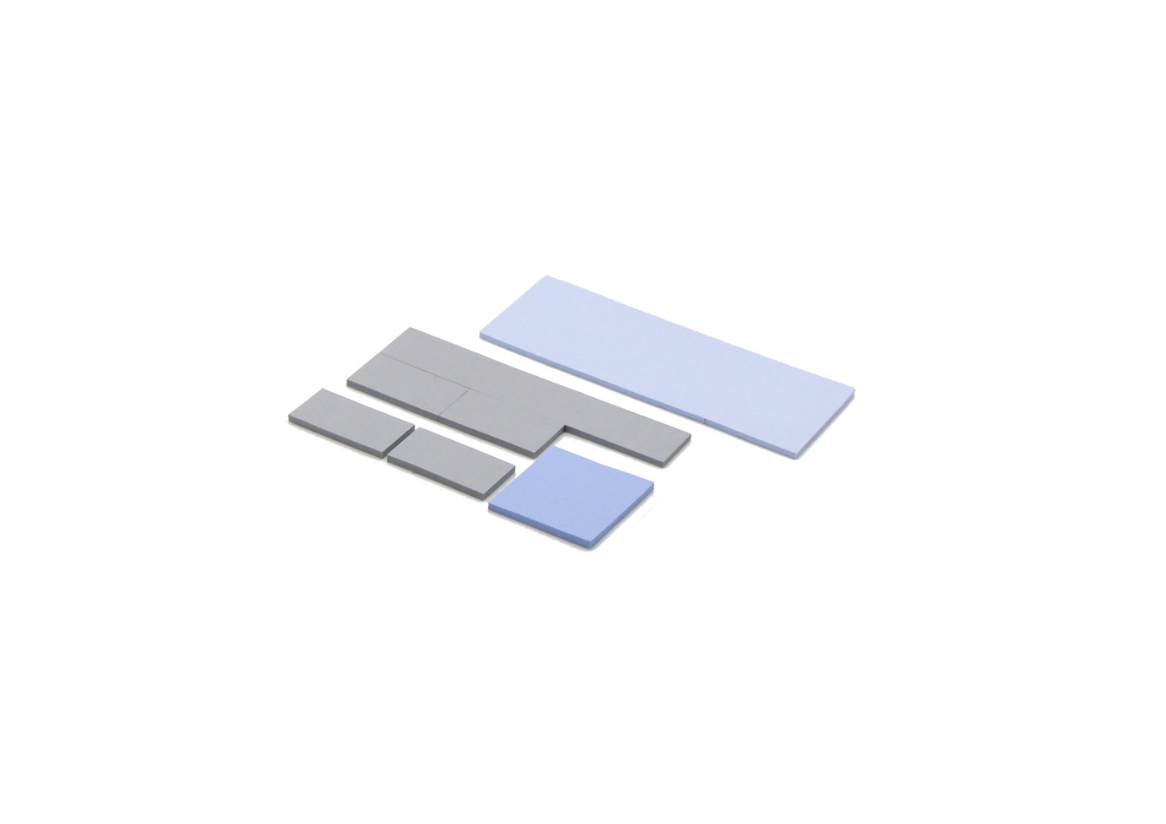
Thermal pad hardness is typically reported on the Shore 00 scale. This scale is specifically designed for very soft materials — softer than Shore A, which is used for standard rubbers. A Shore 00 value of 20 is very soft and gel-like; 60 is firmer but still compressible; values above 70 start to feel rigid under hand pressure.
The hardness value tells you how much force is required to compress the pad and how well it will conform to surface irregularities under your assembly's clamping pressure.
Soft pads (Shore 00 20–40)
Soft pads conform readily to surface roughness and fill micro-gaps effectively under low clamping pressure. They are well suited to assemblies where fastener torque is limited, where the substrate is flexible, or where the component package is fragile and cannot tolerate high compressive load.
The trade-off is long-term stability. Very soft pads — particularly those approaching gel consistency — are more susceptible to compression set over time, meaning they gradually lose thickness under sustained load. In assemblies that run hot continuously, this can result in increasing thermal resistance over the product's service life. Pump-out is also a risk with very soft formulations in high-temperature cycling applications.
Medium pads (Shore 00 40–60)
This is the range covering most general industrial power electronics applications. Medium-hardness pads balance conformability with long-term dimensional stability. They require moderate assembly pressure, tolerate typical heatsink surface finishes, and maintain their thickness over extended thermal cycling.
If you are specifying a thermal pad for an industrial inverter, UPS module, or standard LED driver and do not have a specific reason to go softer or harder, medium hardness is the appropriate starting point.
Hard and reinforced pads (Shore 00 60 and above)
Harder pads are used when mechanical stability under vibration is a requirement, when the pad needs to provide some structural support between components, or when the assembly operates in environments with significant mechanical shock. The trade-off is reduced conformability — harder pads make less intimate contact with rough surfaces and require higher clamping pressure to achieve equivalent thermal performance.
How hardness interacts with surface finish
A rough heatsink surface — typical of die-cast aluminum with no secondary machining — has surface peaks and valleys that a hard pad will bridge without filling. The actual contact area is reduced, which increases interface resistance regardless of what the datasheet conductivity value says. Soft pads flow into these irregularities and achieve higher real contact area.
If your heatsink surface is machined or anodized to a controlled finish, medium-to-hard pads work well. If it is as-cast or as-extruded, a softer pad will give better real-world performance than the conductivity numbers alone would suggest.
Compression set
Compression set is the permanent deformation that remains in a pad after sustained compressive load is removed. A pad with high compression set loses thickness over time in service, which increases the gap at the interface and raises thermal resistance. For long-life industrial equipment — inverters, telecom power systems, outdoor LED installations — compression set is worth checking in the datasheet or requesting from the supplier if not listed.
Filler Materials and Their Impact on Performance
The polymer matrix of a thermal pad — silicone or silicone-free — determines its base mechanical and temperature behavior. The filler determines its thermal performance. Understanding common filler types helps explain why pads with the same nominal conductivity can behave differently in service.
Alumina (Al₂O₃)
Alumina is the most common filler in cost-effective thermal pads. It offers moderate thermal conductivity contribution, is electrically insulating, and is available in a wide range of particle sizes. Alumina-filled pads typically reach 1.0 to 5.0 W/m·K depending on loading and particle size distribution. They are the default choice for standard industrial applications where budget is a constraint and extreme conductivity is not required.
Boron nitride (BN)
BN filler enables higher conductivity ceilings — typically 5.0 to 10.0 W/m·K and above in commercial products. BN is also electrically insulating and has a low dielectric constant, which makes BN-filled pads suitable for high-frequency power electronics where dielectric properties matter alongside thermal performance. The cost is noticeably higher than alumina-filled equivalents, and the mechanical behavior of BN-filled pads tends to be slightly stiffer due to the platelet-shaped particle geometry.
Hybrid fillers
Many commercial thermal pads use combinations of alumina, BN, zinc oxide, and other thermally conductive particles. Hybrid formulations allow manufacturers to tune the balance between conductivity, cost, and mechanical properties. When evaluating a hybrid-filled product, the filler composition is less important than the verified test data — focus on the ASTM D5470 result and the compression curve rather than the filler marketing description.
Electrically conductive vs. electrically insulating
Most thermal pads used in power electronics are electrically insulating — this is a basic requirement when the pad sits between a component and a grounded heatsink. Standard alumina and BN-filled pads are insulating.
Electrically conductive thermal pads exist and are used in specific applications where the thermal interface is also required to carry current or provide a ground path. These are less common in standard power electronics and should only be specified when the electrical conductivity is explicitly required by the circuit design.
Filler particle size and surface conformability
Finer filler particles produce a smoother pad surface that makes better contact with both the component and heatsink at a microscopic level. Coarser particles can improve bulk conductivity but reduce surface conformability. This trade-off is rarely visible in datasheets but shows up in real-world interface resistance measurements. For assemblies with good surface finish, coarser fillers are less of a concern. For rough surfaces, finer particle formulations often perform better in practice than their nominal conductivity suggests.
Application-Specific Selection Guide
The following recommendations are based on typical assembly configurations in each application segment. Treat these as a starting point — final specification always requires validation against your actual design conditions and sample testing.
| Application | W/m·K | Thickness | Hardness | Key Consideration |
|---|---|---|---|---|
| Industrial inverter (IGBT/MOSFET) | 6.0 – 10.0 | 0.5 – 1.0mm | Medium | Wide temp cycling, high power density |
| UPS power module | 4.0 – 6.0 | 1.0 – 2.0mm | Soft–Medium | Gap variation common in chassis assembly |
| LED driver board | 3.0 – 6.0 | 0.5 – 1.5mm | Soft | Check for optical components in enclosure |
| EV battery BMS electronics | 3.0 – 6.0 | 1.0 – 2.0mm | Medium | Thermal cycling resistance required |
| Telecom power module | 4.0 – 8.0 | 0.5 – 1.0mm | Medium–Hard | Long service life, limited maintenance access |
| Motor drive (industrial) | 6.0 – 10.0 | 0.5 – 1.5mm | Medium | Vibration resistance a consideration |
| SiC / GaN power devices | 8.0 – 12.0 | 0.5mm | Medium | Extreme power density, tight BLT control needed |
| Switching power supply (standard) | 3.0 – 5.0 | 1.0mm | Soft–Medium | Cost sensitivity high, moderate performance requirement |
Industrial inverters and motor drives
These applications place the highest demand on thermal conductivity. IGBT and MOSFET modules in industrial inverters dissipate significant power in a compact footprint, and junction temperature directly affects switching reliability and service life. BN-filled pads in the 6.0 – 10.0 W/m·K range are the appropriate starting point. Hardness should be medium — soft enough to conform to heatsink surfaces under bolt clamping, firm enough to maintain dimensional stability through thousands of thermal cycles over years of continuous operation.
Thickness is typically 0.5 – 1.0mm in these assemblies because the components are flat and the heatsink surfaces are usually machined. If using extruded heatsinks with less controlled surface flatness, move toward 1.0 – 1.5mm to accommodate variation.
UPS and industrial power supplies
Power dissipation per component is moderate in most UPS designs, which means the 4.0 – 6.0 W/m·K range covers the majority of applications without requiring premium BN-filled materials. The more common challenge in UPS assemblies is gap variation — chassis-mounted heatsinks in sheet metal enclosures often have less predictable gap dimensions than purpose-designed heatsink extrusions. Specifying slightly thicker pads with softer hardness accommodates this variation and reduces the risk of insufficient contact in production.
LED driver boards
Conductivity requirements for LED driver boards vary with power level. Low-power drivers (under 30W) are typically covered by 3.0 – 4.0 W/m·K pads. Higher-power drivers pushing 100W and above benefit from 5.0 – 6.0 W/m·K or higher at the main power component locations.
The application-specific consideration here is siloxane outgassing risk, as discussed in a separate guide. If the LED driver board shares an enclosure with the optical assembly, verify that the thermal pad specified is either silicone-free or has documented low outgassing values.
EV battery management systems
BMS electronics dissipate modest power compared to the main pack thermal management, but the boards operate under sustained thermal cycling across the vehicle's service life. Medium hardness pads with good compression set resistance are important here — pads that lose thickness over years of cycling create increasing thermal resistance that degrades component reliability over time. Conductivity in the 3.0 – 6.0 W/m·K range is sufficient for most BMS power components.
SiC and GaN devices
These wide-bandgap semiconductors operate at higher junction temperatures and power densities than equivalent silicon devices. The thermal pad at the device interface needs to handle elevated temperatures reliably — verify that the operating temperature range in the datasheet exceeds your expected interface temperature with adequate margin. Conductivity requirements push toward 8.0 W/m·K and above, and bond line thickness control is critical because the devices are sensitive to non-uniform pressure distribution across the package.
Common Selection Mistakes and How to Avoid Them
Comparing W/m·K values without checking the test method
This is the most frequent source of confusion in cross-supplier comparison. Two pads both labeled 6.0 W/m·K may have been measured by entirely different methods under different conditions. Always confirm ASTM D5470 as the basis for comparison. If a supplier cannot confirm the test method, treat the number as unverified.
Assuming all pads of the same nominal conductivity perform the same
Nominal conductivity is a starting point, not a performance guarantee. Filler type, particle size distribution, matrix quality, and manufacturing consistency all affect real-world interface resistance. Two 5.0 W/m·K pads from different suppliers can produce measurably different junction temperatures in the same assembly. Sample testing in your actual assembly is the only reliable way to confirm performance.
Ignoring compression behavior in the design phase
Specifying a pad based on datasheet conductivity and nominal thickness without looking at the compression curve leads to surprises during assembly. A pad that requires 100 psi to compress to working thickness is not interchangeable with one that compresses at 30 psi, even if their conductivity values match. Check the compression stress curve against your actual clamping arrangement before finalizing the specification.
Undersizing thickness to minimize thermal resistance on paper
Reducing pad thickness reduces the resistance contribution of the pad itself, which looks good in a thermal model. But if the reduced thickness does not reliably fill the gap across all units in production, some assemblies will have air pockets or insufficient contact — which is far worse than the resistance added by a slightly thicker pad. Model the worst-case gap, not the nominal gap.
Skipping sample validation before production orders
Datasheets describe material properties under standardized test conditions. Your assembly is not a standardized test condition. Surface finish, clamping pressure, gap variation, and operating temperature all affect real performance. Run a sample evaluation in your actual hardware before committing to a production quantity — this applies even when switching between suppliers for the same nominal specification.
What to Request from Your Supplier Before Approving a Material
Datasheet parameters to verify
Before approving any thermal pad for production use, confirm the following from the datasheet or directly from the supplier:
Thermal conductivity value and the specific test method used. Operating temperature range verified against your maximum expected interface temperature. Compression stress vs. thickness curve at your expected clamping pressure. Volume resistivity for electrically insulating applications — confirm it meets your isolation requirement. Compression set data for long-life applications.
Sample testing — what to check
Request samples before placing any production order. In your evaluation, measure actual interface thermal resistance in your assembly rather than relying solely on the datasheet conductivity value. Check that the pad compresses to the expected BLT under your assembly clamping conditions. Inspect for any delamination, tearing, or surface defects after assembly and disassembly cycling. For long-life applications, run accelerated thermal cycling and check for compression set after the test.
Batch consistency — why it matters more than the datasheet
For production procurement, batch-to-batch consistency is often more important than the peak datasheet value. A pad that consistently delivers 5.5 W/m·K across every batch is more valuable than one that averages 6.0 W/m·K with significant variation. Ask suppliers what their process controls are for filler loading consistency and how they handle out-of-spec batches. Request batch test reports with your production orders.
Questions that separate reliable suppliers from unreliable ones
Can you provide ASTM D5470 test data for this specific product? What is your typical batch-to-batch variation in thermal conductivity? Do you maintain material traceability records by batch number? What is your process if a delivered batch fails incoming inspection? Can you provide RoHS and REACH compliance documentation?
Suppliers who answer these questions clearly and without hesitation are generally the ones whose materials perform consistently in production.
Conclusion
Thermal pad selection comes down to matching three parameters — conductivity, thickness, and hardness — to the actual conditions in your assembly, not to the ideal conditions described in a datasheet.
Conductivity sets the performance ceiling, but only if the pad makes proper contact. Thickness determines whether the gap is reliably filled across production variation, not just in the nominal design. Hardness governs how well the pad conforms to real surfaces and how stable the interface remains over the product's service life. All three interact, and optimizing one without considering the others produces results that look correct on paper and underperform in hardware.
The practical process is straightforward: identify your application's power dissipation and gap requirements, use the application table in section 6 as a starting point, verify the compression behavior against your clamping arrangement, and validate with samples in your actual assembly before committing to production quantities.
If you need help matching a thermal pad specification to a specific application — or want to request samples for evaluation — contact us with your assembly details and we will recommend the appropriate material.